
Manually captained assembly lines place nimble-fingered employees along a moving conveyor line. Equipped with their screwdrivers, they use one opposable thumb and one finger to grab a single screw. What a slow way to get a job done, especially on a high-volume assembly line. No, high-volume manufacturing plants can’t manage with that kind of bottleneck. They need assembly assisting speed and accuracy. They obviously need help from a Desoutter Screwfeeder.
Assembly System Support Frameworks
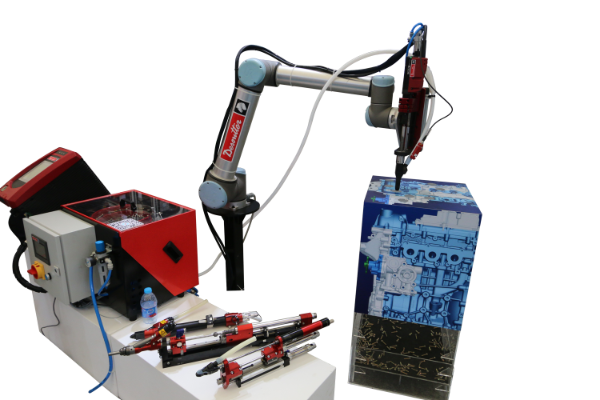
Let’s stick with those nimble-fingered employees, although Desoutter Screwfeeders work just as well with robotic arms. Anyway, there’s no way even a lightning-fast worker can keep up with the throughput of a modern manufacturing setup. Using a powered screwdriver, one that’s pneumatically or electrically powered, the fasteners drive home rapidly, but then there’s the reload problem to slow things down. Again, this is a serious process bottleneck. Every time a screwdriver head stops to pick up another screw, there’s an interminable pause. Those pauses accumulate. At the end of the day, several very expensive hours may have been collected while pressing a few thousand screws home. Screwfeeders remove this pause by automatically reloading the tool.
Handheld and Stationary Fastener Reloaders
Depending on a manufacturing line’s layout, the tooling needs of a factory will vary. On a manually operated line, workers wield handheld units, which are light and easy to manoeuvre. The productivity-enhancing HSF and HST range are both classed as advanced handheld units. They use sequential control mechanisms, where the screw is held in an automated jaw. The jaw releases the fastener, the screwdriver head fastens the screw head, then the tool quickly reloads the next fastener, and so on, until a product is fully assembled. With the automated variant, the SEL and SRL series use rails and sliding armatures to position the tool head and drive the fastener accurately into an opening. Robotically managed mechanisms are responsible for step-locating the fasteners while the screw feeders perform their electronically actuated sleight of hand, again as automated fastener reloading systems.
For the handheld model, a 78 mm stroke facilitates 10 Nm of fastening torque. The stationary SEL series ups that stroke length to 110 mm, complete with 15 Nm of tightening torque. Then, behind the manual and automated equipment rigs, there’s the far end of the bowl feeder section to add to the mix. Modular bowl feeders contain loose packs of fasteners, which are then swept up and rapidly dispatched to the screwfeeder jaws. Just in closing, those bowls and line feeders can handle chunky stud bolts as easily as they can contain and convey standard self-tapping screws.
For more information, download the Screwfeeder catalogue, visit our Desoutter page or contact us.